
联系电话:
13601001886,13810134906
服务热线:010-82376670

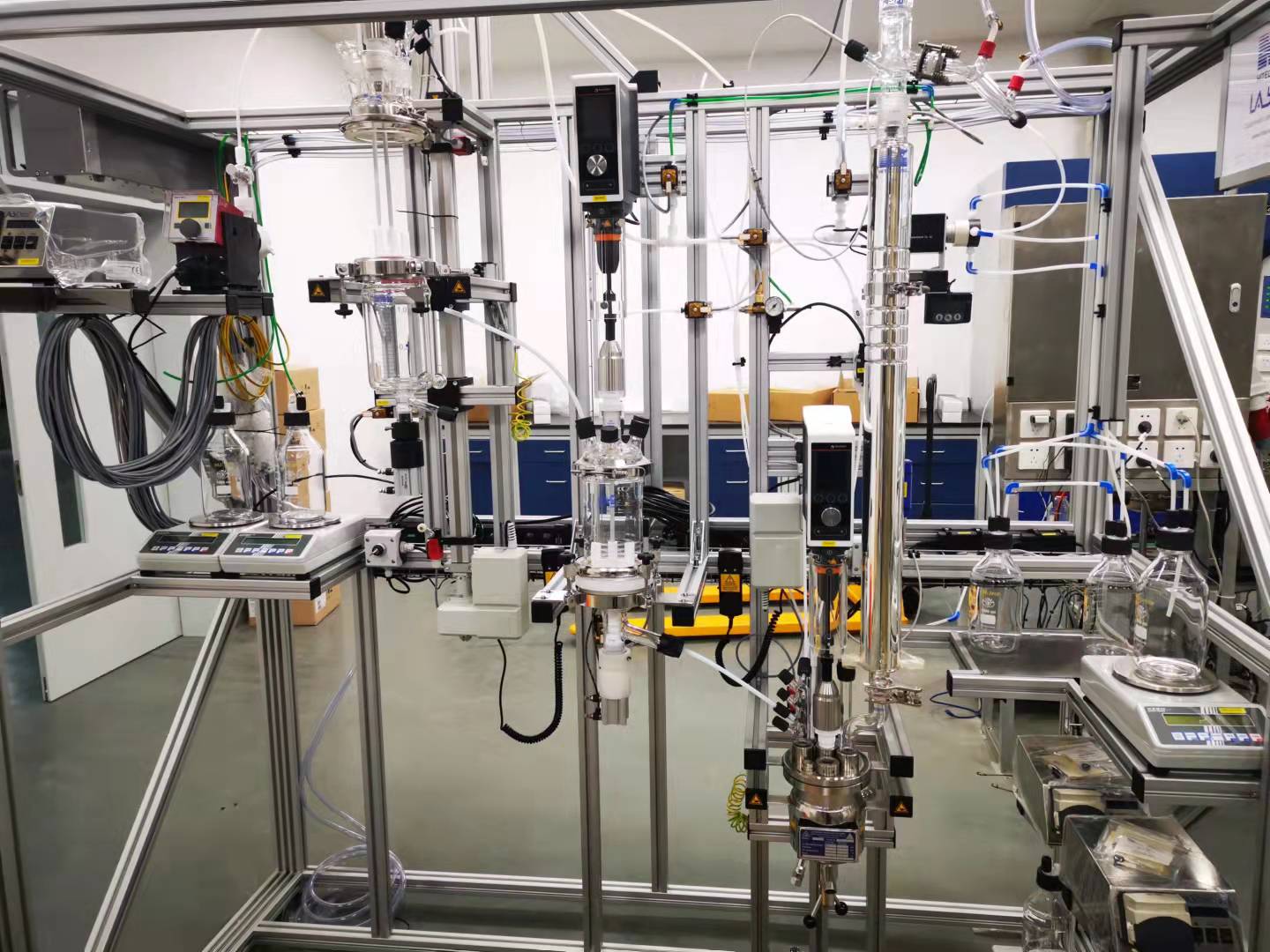
全自动反应釜是一种集成了自动控温、控压、搅拌、进料/出料等功能的密闭容器,能在设定程序下自动完成化学反应,广泛用于化工、医药等领域的研发与生产,核心是实现反应过程的自动化与准确控制。
全自动反应釜的核心构成:
反应釜本体:由耐腐蚀材料(如不锈钢、哈氏合金、玻璃)制成的密闭容器,是化学反应的核心场所,可承受一定的温度和压力。
自动化控制系统:通过PLC或触摸屏实现核心参数的自动调控,包括温度(加热/冷却)、压力(泄压/保压)、搅拌转速、进料量与时间等,可预设程序并自动执行。
辅助功能模块:包含自动进料泵(准确输送原料)、自动取样装置(无需开盖即可取样分析)、冷凝回流系统(回收挥发性溶剂)、安全泄压阀(超压时自动泄压)等,进一步提升操作自动化与安全性。
搅拌系统:由电机驱动搅拌桨,转速可自动调节,确保反应物料均匀混合,提升反应效率与一致性。
全自动反应釜的主要作用聚焦于“提升反应效率、保障产物质量、降低人工干预”,核心价值体现在自动化控制与安全保障上,具体包括3类核心应用:
准确控制反应过程:通过自动调控温度、压力、搅拌速度等关键参数,确保反应始终在设定条件下进行,避免人工操作的误差。例如,在医药合成中,准确控温可减少副产物生成,提升目标药物的纯度。
实现流程自动化与高效化:自动完成进料、反应、取样、出料等全流程操作,无需人工频繁干预,大幅提升效率。例如,在化工批量生产中,可通过预设程序连续进行多批次反应,减少等待时间。
保障反应安全与环境友好:密闭结构与自动泄压、防爆等安全设计,能有效控制易燃易爆、有毒有害反应的风险;同时,自动回收溶剂、处理尾气的功能,可减少污染物排放,符合环保要求。
上一篇:一文读懂连续流微反应器